在市政工程、園林綠化及電力電信等領域,預制混凝土蓋板因其標準化、強度高、施工便捷等優點而被廣泛應用。而預制蓋板的質量與生產效率,在很大程度上依賴于其成型工具——塑料模具,尤其是脫模過程的順暢與否。本文將深入解析預制蓋板塑料模具的結構特點及其脫模過程的關鍵技術與要點。
一、預制蓋板塑料模具的結構與特點
預制蓋板塑料模具通常采用工程塑料(如ABS、PP或增強尼龍)經注塑工藝一次成型。其主要特點包括:
- 輕質高強:相較于傳統鋼模,塑料模具重量輕,便于搬運和操作,同時具有足夠的剛度與韌性來承受混凝土的側壓力。
- 尺寸精準、表面光潔:注塑成型能保證模具尺寸穩定性高,內腔表面光滑,這使得脫模后的混凝土蓋板尺寸精確、棱角分明、外觀平整。
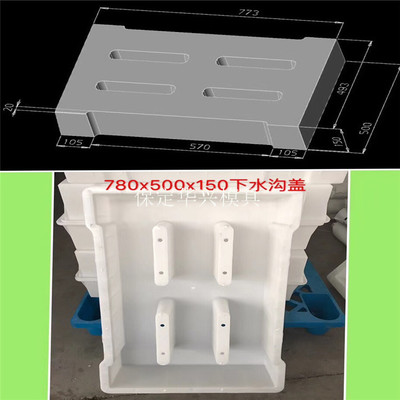
- 脫模斜度設計:模具內壁設計有科學合理的脫模斜度(通常為1°-3°),這是實現順利脫模的物理基礎,能有效減少脫模阻力,防止蓋板卡滯或邊角破損。
- 可定制性強:塑料模具開模相對靈活,可根據蓋板的形狀(方形、圓形、異形)、尺寸、厚度及表面花紋(如防滑紋、標識)進行定制。
二、脫模前的準備工作
成功的脫模始于充分的準備:
- 混凝土養護到位:確保蓋板混凝土已達到足夠的脫模強度,通常養護時間需根據水泥類型、環境溫濕度而定,避免因強度不足而在脫模時產生開裂或變形。
- 模具清理:在澆筑混凝土前,需確保模具內腔清潔無殘留物,并均勻涂刷脫模劑(如專用水性脫模劑或廢機油)。優質的脫模劑能在模具與混凝土之間形成一層均勻的隔離膜,大幅降低粘附力和摩擦系數。
- 場地與工具準備:準備平整、堅固的脫模場地,并備好橡膠錘、撬杠(必要時使用)等輔助工具。
三、脫模過程詳解
脫模是預制蓋板生產中的關鍵一步,操作需謹慎、有序:
步驟一:初步分離
將已完成養護的模具連同蓋板平穩搬運至脫模工位。對于大型蓋板,可能需要使用小型起重設備。通過輕微搖晃或使用橡膠錘沿模具四周輕輕敲擊,利用振動使混凝土與模具內壁產生初步分離。敲擊力度需均勻、柔和,避免暴力拆模損傷蓋板邊角或模具本身。
步驟二:核心脫模操作
由于塑料模具具有一定彈性,這是其脫模的獨特優勢。操作者通常從蓋板的一側或一個角開始,利用模具的彈性變形,緩慢、均勻地將模具邊緣向外掰離混凝土體。此過程應多點多面交替進行,使模具均勻脫離,防止因單點應力集中導致蓋板缺棱掉角或模具撕裂。
步驟三:完全分離與取出
當模具四周均與蓋板分離后,可將模具整體向上提起,或從側向將蓋板平移推出。對于帶有倒扣或復雜結構的模具(如帶有加強肋或深凹花紋),可能需要先將可拆卸的側板或芯模部分先行取下,再脫主模。
步驟四:后續處理
蓋板脫模后,應進行外觀檢查,對微小缺陷進行修補。脫下的塑料模具應立即進行清理,清除殘留的混凝土渣和舊脫模劑,檢查是否有損壞,涂刷新的脫模劑后,方可投入下一次循環使用。
四、影響脫模質量的關鍵因素與常見問題解決
- 脫模劑選用與涂刷不當:會導致粘模,使蓋板表面粗糙甚至破損。應選擇專用脫模劑,并確保涂刷薄而均勻。
- 混凝土配合比與坍落度:混凝土過硬或過稀都會影響脫模效果和成品表面質量。需優化配比,保證工作性。
- 操作不規范:暴力脫模是損壞模具和蓋板的主要原因。必須堅持“均勻、緩慢、利用彈性”的原則。
- 模具老化或損傷:塑料模具在多次使用后可能出現磨損、變形或開裂,需定期檢查并及時更換,否則會嚴重影響脫模效率和成品合格率。
五、
預制蓋板塑料模具的脫模過程,是一項融合了模具設計、材料科學和操作技巧的工藝環節。精心設計的模具結構、規范的脫模前處理以及嚴謹溫和的操作手法,共同構成了高效、高質量生產預制混凝土蓋板的保障。掌握并優化脫模工藝,不僅能延長模具使用壽命、降低生產成本,更能確保預制蓋板產品的優良品質,為各類基礎建設工程提供可靠的支持。